


联系我们

当前位置:
万弗莱钢(芜湖市分公司) >芜湖当地今日热点
H型钢,镀锌方管发货及时
更新时间:2026-05-13 10:07:07 ip归属地:芜湖,天气:晴转阴,温度:21-31 浏览次数:2 公司名称: 万弗莱钢(芜湖市分公司)
以下是:安徽省芜湖市H型钢,镀锌方管发货及时的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 190 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | H型钢,镀锌方管供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 镜湖区、弋江区、鸠江区、三山区、繁昌区、南陵县、无为市等区域。 |
以下是:安徽省芜湖市H型钢,镀锌方管发货及时的图文视频


【万弗莱】为您提供无为镀锌方管、三山黑方管、淮北钢塑复合管、淮南焊管、合肥黑方管等多元产品与服务。H型钢,镀锌方管发货及时,万弗莱钢(芜湖市分公司)专业从事H型钢,镀锌方管发货及时,联系人:付涛,电话:【18762195566】、【18762195566】,以下是H型钢,镀锌方管发货及时的详细页面。 安徽省,芜湖市 公元前109年,芜湖置县,因“蓄水不深而多生芜藻”始名“芜湖”。1912年,芜湖县直属安徽省。1949年5月,芜湖市正式设立市建制。芜湖市有“江东名邑,吴楚名区”“长江巨埠,皖之中坚”的美誉,因江而生,依江而兴,水网密布,自宋元时期起就被誉为“鱼米之乡”,优质的稻米和便利的交通让芜湖成为中国的“四大米市”之一。芜湖市是长江三角洲城市展规划的大城市,拥有汽车及零部件、材料、电子电器及电线电缆四大支柱产业。芜湖市是全国综合交通枢纽,宁安高铁、合杭高铁、合福高铁穿境而过,芜湖港通江达海,还建有城轨芜湖轨道交通和芜湖宣州机场。芜湖市境内有方特旅游度假区、镜湖、芜湖古城、马仁奇峰等景点。
我们精心制作的H型钢,镀锌方管发货及时产品视频已经准备就绪,【解锁新品!】H型钢,镀锌方管发货及时产品视频,带你穿越新品体验之旅!
以下是:安徽芜湖H型钢,镀锌方管发货及时的图文介绍
万弗莱钢(芜湖市分公司),现货优质低价是我们的承诺!!时间与信誉是我们的宗旨!!!公司热诚欢迎各界顾客前来参观指导,看货,常年主营 黑方管种类规格齐全.欢迎参观指导,看货订货!客户di yi、信誉至上是我们的服务的宗旨,您的满意是我们z u i大的欣慰!



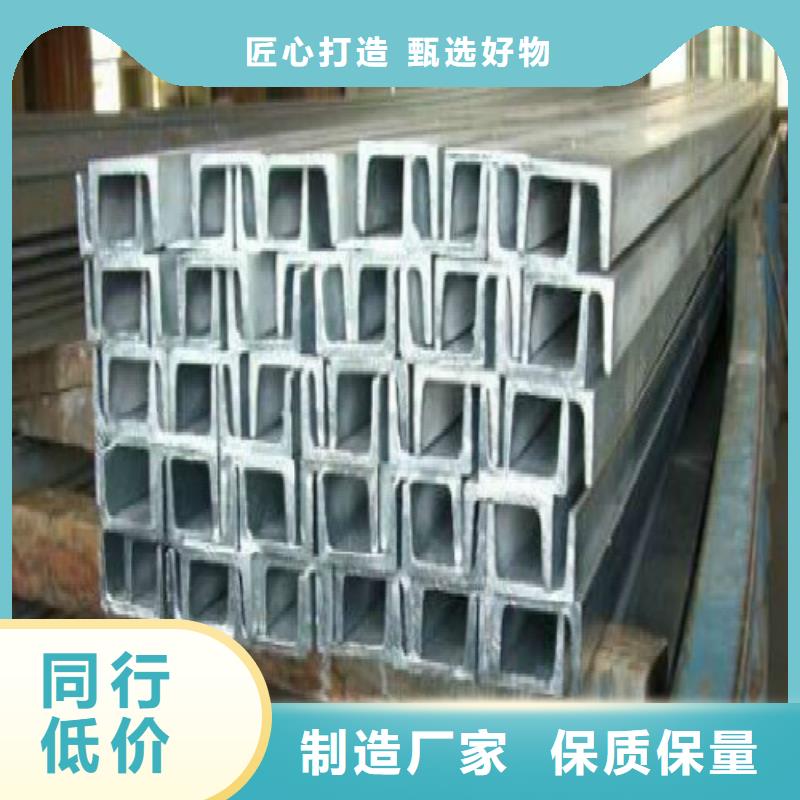
H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下,这样就需要在 机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品 轧机,又叫 精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。用 轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变 轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。 轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。 轧机轧制H型钢的 点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一 孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。



泛地用
于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架、电缆沟支架、动力配管、母线支架安装、以及仓库货架等。
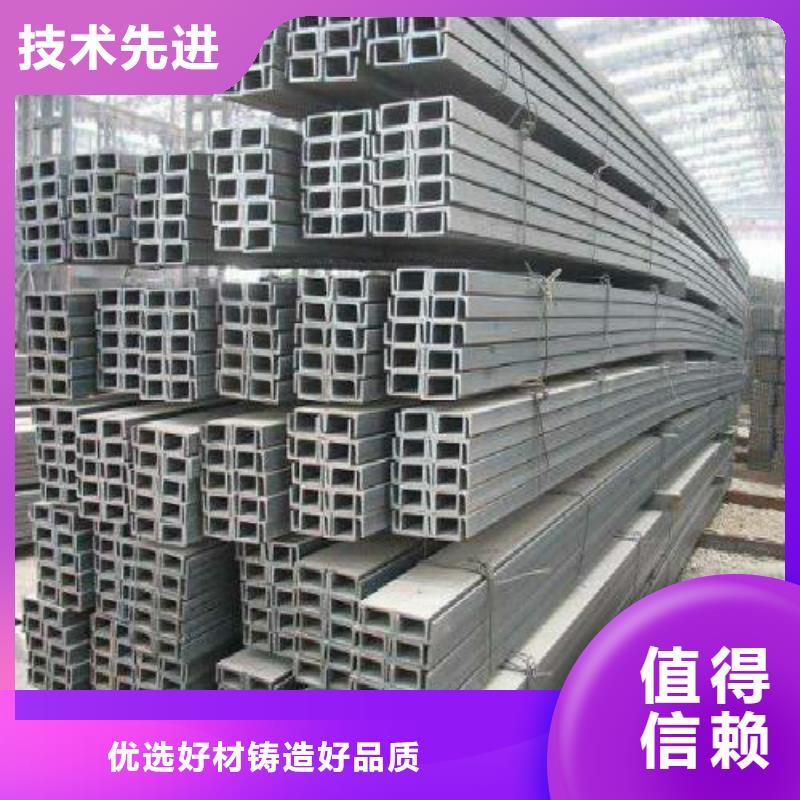
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
Q345B角钢种类规格
主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。
角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。
进出口角钢的定货一般以使用中所要求的规格为主,其钢号为相应的碳结钢钢号。也是角钢除了规格号之外,没有特定的成分和性能系列。
角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产角钢的长度选择范围为6—15m。
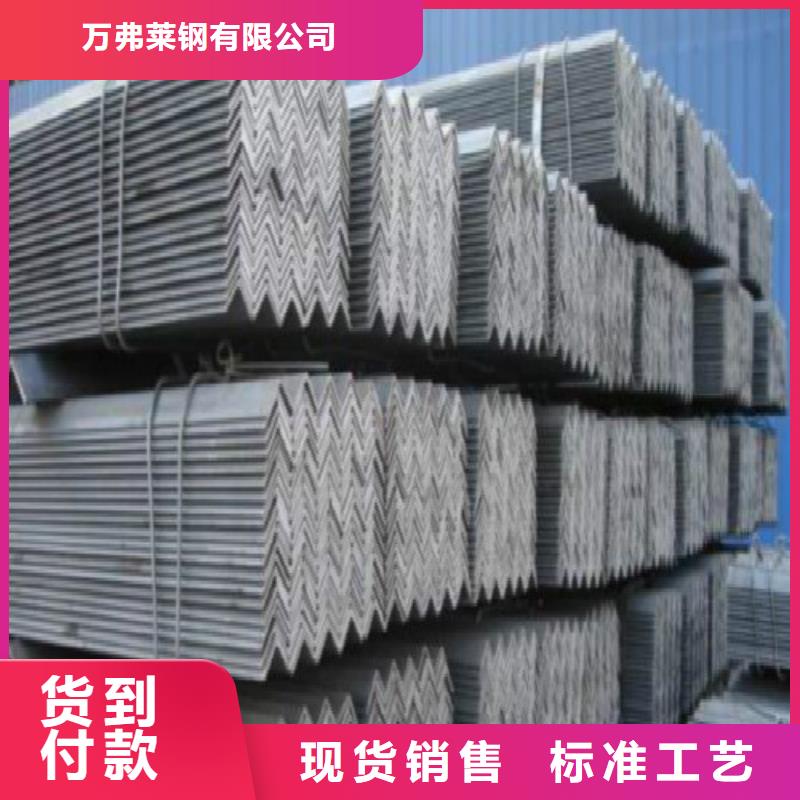
不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125 厚度为4-18mm
不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等
进出口
我国进口、出口角钢各有一定批量,主要从日本、西欧进口。出口输往地区主要为港澳、东南亚、拉美及阿拉伯 等。出口生产企业主要为辽宁、河北、北京、上海、天津等省市的钢铁厂(轧钢厂)。
进口角钢品种多为大型、小型角钢及特殊形状角钢,出口品种多为中型角钢如6号、7号等。
于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架、电缆沟支架、动力配管、母线支架安装、以及仓库货架等。
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
Q345B角钢种类规格
主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。
角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。
进出口角钢的定货一般以使用中所要求的规格为主,其钢号为相应的碳结钢钢号。也是角钢除了规格号之外,没有特定的成分和性能系列。
角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产角钢的长度选择范围为6—15m。
不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125 厚度为4-18mm
不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等
进出口
我国进口、出口角钢各有一定批量,主要从日本、西欧进口。出口输往地区主要为港澳、东南亚、拉美及阿拉伯 等。出口生产企业主要为辽宁、河北、北京、上海、天津等省市的钢铁厂(轧钢厂)。
进口角钢品种多为大型、小型角钢及特殊形状角钢,出口品种多为中型角钢如6号、7号等。


一、H型钢焊接
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。



在安徽省芜湖市本地采买H型钢,镀锌方管发货及时到万弗莱钢(芜湖市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:付涛-【18762195566】。